无心磨削是什么?
无心磨削在无心磨床上进行。如下图所示:
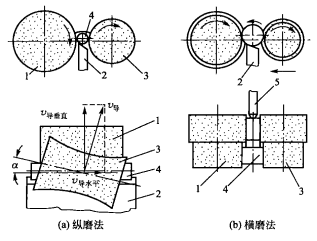
无心磨削时,工件4不用******或卡盘定位,而是放在磨削砂轮1和导轮3之间并用托板2支承。
导轮为刚玉砂轮(一般用橡胶结合剂),不起磨削作用,它与工件问的摩擦系数较大,依靠摩擦力带动工件旋转,实现圆周进给运动。
导轮的线速度为10~50m/min,工件的线速度基本上等于导轮的线速度。
磨削砂轮的线速度很高,一般在35m/s左右,所以在磨削砂轮与工件之间有很大的相对速度,这就是磨削工件的切削速度。
为了避免磨削出棱圆形工件,工件中心必须高于磨削砂轮和导轮的中心连线(高出工件直径的15%~25%),使工件与砂轮及工件与导轮问的接触点不在同一直径线上,从而可以使工件在多次转动中逐步被磨圆。
无心磨削通常有纵磨法(贯穿磨法)和横磨法(切入磨法)两种。
上图(a)图为纵磨法。导轮轴线相对于工件轴线偏转a=1°~4°的角度,粗磨时取大值,精磨时取小值。
此偏转角使工件获得轴向进给速度。上图(b)图所示为横磨法。
工件无轴向运动,导轮作横向进给运动,为了使工件在磨削时紧靠挡块,一般取偏转角a=0.5°~1°。
使用无心磨床加工时,工件精度较高。
由于工件不用钻中心孔,且装夹辅助时间短,可以连续磨削,因此生产效率高。
无心磨床适用于大批量生产中磨削细长轴以及不带中心孔的轴、套、销等小型零件。
- 上一篇:卡规磨床主轴是如何构造的?
- 下一篇:精加工的动压滑动轴承的磨床主轴有什么特点